



Extrudeuse
L’extrusion est un procédé de mise en forme largement utilisé dans l’industrie plastique et le principal procédé du recyclage mécanique.
1. Présentation générale
1.1. Introduction
L’extrusion est un procédé utilisé dans l’industrie pour obtenir des sections diverses de grandes longueurs comme des profilés ou des tuyaux de canalisation.
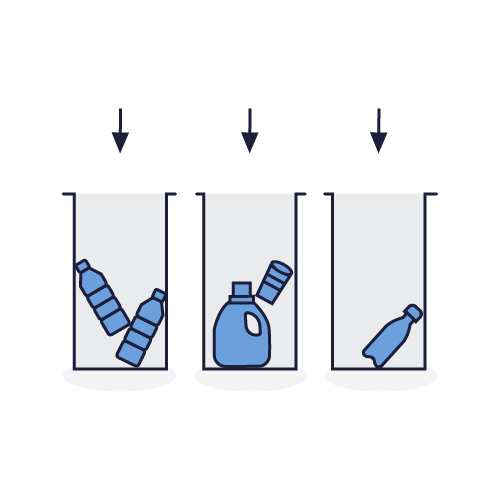
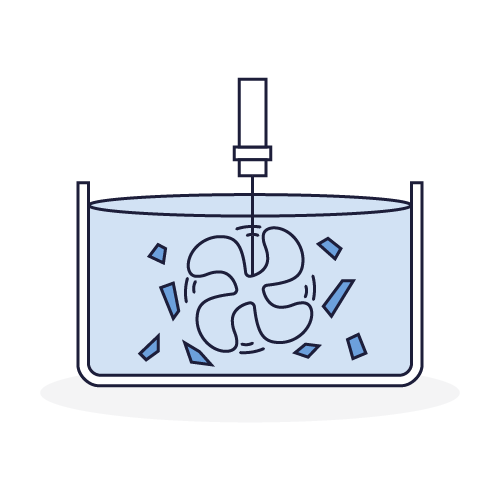
L’objectif de l’extrudeuse est de transformer en continu les copeaux de plastique. Ce procédé consiste à chauffer et mélanger progressivement la matière plastique pour former une pâte malléable qui ressort de l’extrudeuse avec un profil défini. Sans arrêt, ce profil est alors refroidi puis découpé pour créer des sections longues de plastique recyclé.
Le fonctionnement de l’extrudeuse
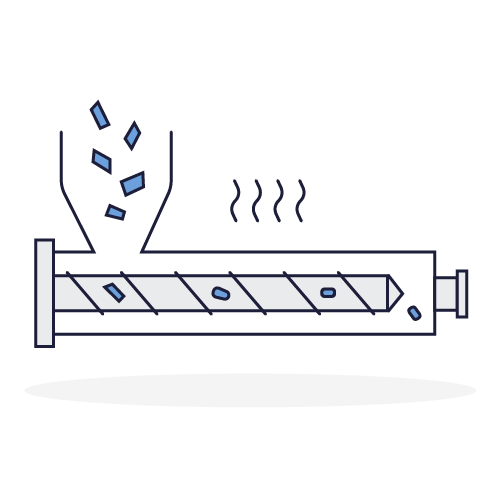
Les copeaux de plastique sont introduits dans une trémie et tombent par gravité dans un cylindre horizontal appelé fourreau, chauffé tout du long par des résistances chauffantes. A l’intérieur du fourreau, une vis sans fin tourne et achemine le plastique jusqu’à la sortie du fourreau à travers une forme appelée filière.
L’action de la vis et de la chaleur permettent de fondre et mélanger les copeaux de plastique afin d’obtenir une pâte visqueuse et malléable.
La filière située au bout du fourreau donne la forme à cette pâte visqueuse, produisant ainsi des pièces dont la longueur peut être très variable et modulable.
1.2. L’extrudeuse embarquée à bord du Plastic Odyssey
L’extrudeuse embarquée à bord est une extrudeuse que nous avons récupérée et adaptée à notre utilisation au sein de l’atelier Plastic Odyssey à Marseille. Elle servait auparavant à alimenter une pyrolyse industrielle, son utilisation était donc assez complexe car pilotée par des circuits de commande très précis. Nous avons remplacé les commandes par de simples boutons de marche et d’arrêt afin de rendre son usage plus simple et accessible.
Cette extrudeuse a l’avantage d’être robuste, simple à utiliser, et sa dimension lui permet d’ingérer de nombreux types de plastiques efficacement.
Nous avons également adapté son usage. A bord du navire, nous avons un espace restreint et de l’énergie limitée, des contraintes que l’on peut retrouver dans les zones touchées par la pollution plastique. L’extrudeuse permet d’assurer plusieurs rôles car elle est capable de produire à la fois de longs profilés mais également d’être combinée à une presse hydraulique équipée de moules, comme le ferait une presse à injecter. Nous pouvons ainsi produire toutes sortes d’objets en plastique recyclé avec une seule machine de transformation simple d’utilisation.
2. Guide technique
2.1 Fiche technique
Caractéristiques générales
Motorisation
Process
Économique et environnementale
Fabrication
2.2. Réseaux et raccordements
Réseaux et alimentation
Raccordements
3. Guide d’utilisation
3.1. Préparation
Protections obligatoires :

Vêtements de protection

Chaussures de sécurité

Gants de protection

Lunettes de protection
Matériel nécessaire :
- Des gants thermiques
- Une spatule métallique
- Un seau
- Un conformateur (moule, filière, barillet)
Bonnes pratiques :
- Mettre en chauffe les colliers chauffants
- Régler la température en fonction de la matière plastique à extruder
- Attendre que les colliers chauffants soient à la température souhaité avant la mise en route du moteur
- Vider la trémie après chaque utilisation
- Limiter le volume de purge et de matière non conformée
- Ne pas mettre les mains dans la trémie le moteur en fonctionnement
- Préparer le conformateur avant la mise en fonctionnement de l’extrudeuse
- Avoir pris connaissance des informations spécifiées dans les fiches informatives : fiche de poste, fiche de sécurité
Vérification :
Avant toute utilisation faire un contrôle visuel de l’état mécanique. S’assurer périodiquement de l’état du matériel (cf. fiche maintenance).
3.2. Utilisation

- Mettre sous tension le tableau électrique

- Régler la température en fonction de la matière à extruder

- Verser le broyat de plastique dans la trémie

- Installer le conformateur

Lorsque la température des colliers chauffants est atteinte :
- Mettre en marche le moteur en appuyant sur le bouton RUN du variateur
- Monter progressivement la vitesse moteur (1)

Dans le cas de l’utilisation du barillet comme conformateur :
- Remplir les profilés
Un réglage optimal du processus d’extrusion peut demander du temps. Lors de la phase de réglage, la matière extrudée doit autant que possible être mise en forme pour faciliter ensuite son recyclage.

Procédure d’arrêt :
- Vider et nettoyer la trémie
- Purger le fourreau
- Couper l’alimentation du moteur : bouton STOP
- Éteindre les colliers chauffants
3.4. Fiche de poste
4. Sécurité
4.1. Formation
Les opérateurs qui interagissent avec l’extrudeuse doivent prendre connaissance et respecter les informations liées à l’utilisation de la machine, aux risques et attitudes de sécurité.
4.2. Risques
- Enroulement/Entraînement des vêtements ou d’objet dû au système rotatifs
- Brûlure due aux éléments chauffants et à la matière plastique fondue
- Intoxication due aux vapeurs de plastiques fondus
- Coupure due à la manipulation de copeaux rugueux
4.3. Attitudes de l’opérateur
- Ne pas toucher les éléments à haute température (colliers chauffants, fourreau, buse)
- Ne pas mettre les mains dans la trémie lorsque le moteur est en fonctionnement
4.4. Les équipements de protection individuelle
- Les chaussures de sécurité sont obligatoires dans l’ensemble de l’atelier et tout autour des machines.
- L’opérateur est amené à manipuler des copeaux de plastique qui peuvent être rugueux, des gants de protection sont donc obligatoires pour manipuler les copeaux sans risque.
- L’extrudeuse comprend des éléments chauffants, des gants thermiques permettent de manipuler ces éléments sans risque.
- Des petits morceaux de plastique peuvent occasionnellement être projetés de la trémie, des lunettes de protection doivent être portées pour protéger les yeux de ces projections.
- La matière plastique fondue peut dégager des vapeurs toxiques. En cas de mauvaise ventilation, l’opérateur doit porter un masque FFP3.
- L’opérateur doit porter des vêtements de travail adaptés.
4.5. Les éléments de protection
Des éléments de protection garantissent la sécurité des opérateurs sur l’extrudeuse. Veiller à ce qu’ils soient correctement installés avant son utilisation :
- Le carter de protection des courroies est correctement positionné et fixé.
- Des dégagements de fumées peuvent apparaître à la sortie de la buse d’extrusion. Une ventilation aspirante est nécessaire pour capter ces fumées et les filtrer.
4.6. Zone de travail
Une zone de travail est délimitée autour de la machine par un marquage au sol.
L’accès près de la machine en fonctionnement est autorisé uniquement aux opérateurs formés et équipés.
4.7. Fiche de poste
L’extrudeuse est équipée d’une fiche de poste qui regroupe l’ensemble des informations nécessaires à l’utilisation de la machine dans de bonnes conditions de sécurité. Elle doit être positionnée à la vue de tous les opérateurs utilisant l’extrudeuse.
4.8. Vérification/Maintenance
Les activités de maintenance préventive et corrective doivent être effectuées par une personne formée à cet effet. Chaque intervention doit être renseignée afin de garder un historique des actions de maintenance effectuées.
5. Maintenance et Nettoyage
5.1. Planning de maintenance
Quotidien
Hebdomadaire
Mensuel
Annuel
5.2. Planning de nettoyage
Quotidien
Hebdomadaire
Mensuel
Annuel
5.3. Protocole d’intervention
Avant d’effectuer une intervention de maintenance, de réglage ou de réparation nécessitant un démontage partiel ou complet d’éléments de l’extrudeuse, il est nécessaire de suivre ces protocoles avant l’intervention.
Électrique
- Mettre le bouton de mise sous tension sur Off
- Enclencher le bouton d’arrêt d’urgence, et si accessible, disjoncter l’alimentation principale
- Bloquer mécaniquement le bouton de mise sous tension à l’aide d’un cadenas
- Vérifier l’absence de tension sur chacun des conducteurs actifs (y compris le neutre) à l’aide d’un dispositif VAT conçu exprès.
Mécanique
- Attendre l’arrêt complet des rotors et des ventilateurs
- Désaccoupler les courroies
- Bloquer mécaniquement la vis gaveuse et le moteur principal
- Contrôler visuellement la dissipation et l’immobilisation
